膜生物反应器研究新进展与应用
摘 要
膜生物反应器(MBR)技术能够将膜分离和生物处理相结合,具有处理效率高、适用性强和应用前景好等显著优势。简要介绍了MBR的基本原理和工艺类型,分析了有机负荷、污泥浓度、预处理、曝气强度以及温度等主要因素对MBR性能的影响。凭借易组装和高度模块化的特点,MBR工艺被广泛应用于市政废水、农村分散废水、工业废水、海水淡化以及内容物回收等领域。通过典型实际工程案例分析,发现现阶段MBR工艺主要用于大型污水厂的提标改造、污水深度处理以及小型污水厂对分散污水的回收。介绍了MBR技术在膜材料开发、工艺优化、新式MBR、微生物、耦合工艺以及对新型污染物处理等方面的最新研究进展,最后展望了MBR工艺的研究前景和未来发展趋势,指出解决膜污染和降低能耗是MBR工艺优化的重点研究方向。
研究背景
对污水、废水等水资源的回收再利用是推动绿色发展、促进人与自然和谐共生的必然选择。因此,开发经济、高效的水处理和水资源回收再利用技术成为当前研究的热点。在污水处理方面,MBR具有出水水质好、污泥产率少、氨氮去除效率高等特点,且具备占地面积小、修改扩容灵活、易自动化操作等优势。本文综述了近几年来MBR工艺的最新研究成果,指出其研究方向正在从最佳工艺条件的探讨、膜污染与膜清洗问题以及能耗计算,逐渐发展为MBR耦合工艺及其实际应用、新式节能高效MBR处理技术研发、MBR膜污染的预防以及原位清除等。
01 MBR工作原理与现有工艺类型
膜生物反应器(membrane bioreactor,MBR)是一种能够将膜分离技术和生物处理技术相结合的新型污水处理工艺。MBR在污水处理过程中引入了膜分离的过程,通过具有不同孔径的膜结构来过滤不同颗粒尺寸的污染物,将污水中的杂质分离。如图1所示,MBR中的废水首先在供氧条件下与活性污泥结合进行生化反应,随后经过膜的过滤作用留下活性污泥、微生物和杂质等,活性微生物停留在生物反应器中,水力停留时间(HRT)和污泥停留时间(SRT)能够分别得到有效控制,降低处理过程中活性微生物的流失程度,以此维持反应器中活性污泥浓度。MBR工艺有以下优点:1)膜组件可以分离出大分子化合物和微生物,出水水质好,可直接回用;2)MBR具有很高的容积负荷,抗冲击能力强;3)MBR可以直接将泥水分离,省略了二沉池的步骤,占地面积小,节省成本;4)MBR工艺拥有很强的模块化特征,操作简易,易于自动化管理。

图1 MBR 工艺基本原理
根据膜组件与生物反应器的结合方式,可将MBR分为分置式(外置式)和一体式(浸没式)2种,工艺流程如图2所示。分置式MBR的膜分离装置独立于生物反应器外,独立运行,易于控制、清洗。一体式MBR是将膜组件浸没于生物反应器中,通过真空泵的抽吸作用,在较低的膜压差下运行。根据膜组件在反应器中所起的功能作用不同,通常将MBR分为3种,即分离式MBR、曝气式MBR和萃取式MBR。分离式MBR的膜组件起着分离微生物、污泥和其他大分子杂质的作用,曝气式MBR的膜用于无泡曝气供氧,萃取式MBR能够选择性地萃取有害物质并实现资源化利用。根据处理过程是否需要氧气,可将MBR分为厌氧型MBR和好氧型MBR。厌氧型MBR的处理过程需要厌氧微生物进行反硝化脱氮反应。而好氧型MBR的处理过程中需要不断供氧,进行硝化反应,促进有机氮向氨氮的转化。

图2 分置式与一体式膜生物反应器工艺流程
02 MBR工艺性能影响因素探讨
对于污水处理工艺,要确定最佳工艺条件,首先要了解影响其工艺性能的主要因素。MBR作为比较热门的污水处理工艺,要应用于实际污水,就必须了解现实条件下的工艺要求。通过考察有机负荷、污泥浓度、污水预处理、温度以及曝气强度等因素的影响,有助于改善MBR在实际污水处理过程中的工艺性能。
1. 有机负荷的影响
有机负荷对不同类型MBR影响作用存在明显差异。相比于厌氧MBR,好氧MBR的处理效果受有机负荷的影响较大。在高有机负荷条件下,废水中具有更多的碳源,这将为好氧MBR中的硝化细菌提供更多能量,有利于硝化过程。因此,好氧MBR在高有机负荷下有更好的处理性能,厌氧MBR则需要在低负荷条件下运行,避免膜污染。朱逸舟等[1]研究了填料型厌氧-缺氧-好氧MBR的抗高有机负荷的能力,发现高有机负荷冲击对其去除污染物的性能没有显著影响,但随着悬浮和附着微生物的活性增加,附着生物量显著增加,加重了膜污染。苗妍等[2]研究厌氧型生物反应器(AnMBR)在不同负荷下的膜污染问题,发现低负荷运行状态下的AnMBR产生的污泥粒径小,对膜的污染程度较小。
2. 污泥浓度
污泥浓度(MLSS)对MBR对有机物的去除和过滤性能均有影响。大量研究表明,MLSS的提高会增强MBR对污染物的去除能力,但可能会加剧膜污染的产生。而好氧MBR中的MLSS的增高导致膜曝气程度增加,使污泥中形成多孔介质松散过滤层,反而降低了MBR的过滤性能。Gil等[3]研究了11个工业级MBR处理过程,发现实际处理中不同活性污泥参数和组成与过滤性能密切相关,且MLSS与过滤性能具有弱负相关的关系。Park等[4]向MBR中投加由纳米多孔沸石组成的膜污染抑制剂(Z-MFR),可以有效吸附废水中的污染物,MLSS因污染物发生絮凝沉淀而降低,从而能够显著提高膜的过滤性能。
3. 预处理
一般来说,废水在进入MBR前都需要进行预处理。预处理的本质是强化废水的可生化性,提高MBR反应器中的降解效率。Moser等[5]用紫外和过氧化氢辅助(UV/H2O2)光解法对石油行业炼油废水进行预处理,确定n(C)∶n(H2O2)为1∶3、停留时间为60 min为最佳预处理工艺条件。经预处理后,MBR能够有效去除水中的有机物,缓解膜污染,从而延长NF膜的使用寿命。Yang等[6]建立了电溶解臭氧(E-DOF)工艺,将电溶臭氧气浮(DOF)和电絮凝(EC)相结合,并与A/O-MBR集成来处理污水厂渗滤液。在E-DOF预处理阶段,EC和DOF的协同可去除34.48%的COD和16.96%的NH3-N,且预处理后渗滤液的B/C值有所上升,提高了微生物的反应活性。
4. 曝气强度
在好氧MBR中,适度增加曝气强度有利于提高氧的传输效率,可以更好地去除废水中有机物。但过高的曝气强度反而会破坏污泥中微生物群落,升高废水黏度,增加过滤阻力。曝气管的孔径大小、曝气模式及其与膜组件的距离还会影响膜污染阻力[7]。Sonawane等[8]使用Activated Sludge Model-1和Hydromantis GPS-X模拟软件开发出浸没式MBR曝气模型,对比研究了粗气泡和微气泡曝气系统。与粗气泡系统相比,微气泡曝气具有更高的氧气传输效率、更小的能耗和更优异的污染物去除效果,且不容易发生膜污染。Kim等[9]提出了过饱和溶解氧(SDOX)作为污泥浓度溶解氧(DO)供应的替代方案,消除了强曝气条件对活性污泥的破坏作用,可以不受MLSS的限制,能够增强系统的处理能力。
5. 温 度
对于生化处理而言,升高温度可以增强微生物的活性,从而提高污染物的去除效率。不同的微生物适宜温度范围不尽相同,不适宜的温度不仅增加能耗,降低生物处理效率,还会导致膜污染。除此之外,改变温度会引起污水黏度变化,且会影响膜过滤性能。因此,温度对MBR处理工艺具有显著影响。李俊霞等[10]研究发现,MBR的处理温度越低,微生物的活性越低,膜污染情况越严重,且低温更容易诱发多糖型的膜污染。Zhong等[11]使用机器学习(ML)方法模拟MBR处理高盐氨氮废水并进行水质预测,以常规在线监测数据为特征变量,预测氮、COD等污染物的浓度,发现温度主要影响出水中总氮(TN)和NO2的浓度。
03 MBR的应用示例与存在的问题
近年来,随着污水排放要求的进一步提高,传统的污水处理技术日渐难以满足治理需求。MBR因其处理效率高、抗冲击能力强、占地面积小、排布灵活、不受空间限制等优势,目前已被广泛用于处理各类污染废水。
1. 市政废水处理
市政废水以生活污水为主,氮磷含量高,适合微生物繁殖,因此可生化性好,适合于MBR处理工艺。Plevri等[12]使用AnMBR处理市政废水,评估了其在14~26 ℃以及不同HRT(2 d、1 d、12 h)下的处理效率,发现AnMBR在夏季对COD的去除率为80%~90%,在冬季时的去除率仍能达到75%~85%。这证明AnMBR可以适用于不同季节条件下处理城市污水。代攀等[13]研制了一种新型阵列平板膜用于MBR工艺处理市政污水,在活性污泥体系中的临界膜通量可达到114~120 L/(m2·h),且通量分布均匀性优于中空纤维膜,在保证出水水质的同时,降低了MBR处理市政污水的运行成本。
2. 农村与分散废水处理
农村废水排布分散,难以集中处理。MBR占地面积小,模块性高,经常与其他工艺形成一体化组合,实现对污水的分散式处理。因此,嵌合MBR工艺的小型一体化设备在农村得到普遍应用。Deng等[14]开发强化反硝化MBR工艺,不仅具有原有MBR的优点,而且使用方便,可以对个体户的生活污水进行净化处理,提高了污水处理的灵活性。何晓芳等[15]开发出MBR与A2/O相结合的一体化设备,并将之应用于浙江省水源保护地农村生活污水。运行结果显示该工艺出水水质达标,COD、NH3-N、总磷(TP)和粪大肠菌群数均值大幅降低。以上实例表明,MBR技术在农村污水的处理过程中能够有效降低有机污染物的浓度,使出水水质符合排放标准,适合在农村地区进一步推广。
此外,MBR对景区、垃圾处理站以及黑臭河道等难处理的分散废水场所也有良好的应用前景。张琼华等[16]使用电凝聚臭氧气浮预处理-MBR-电凝聚臭氧气浮深度处理组合工艺,对实际垃圾中转站压滤液进行净化,其出水稳定达标,处理成本低,具有推广和应用价值。赵鹏等[17]对天津市大沽排水河黑臭水体采用细格栅、沉淀池与MBR混合工艺进行处理,出水结果达到初期设计出口水质指标,实现了河道的深度处理。
3. 工业废水处理
相较于市政废水,工业废水种类繁多,特点各异,普遍具有毒性、处理难度大等特点。使用MBR工艺对工业废水进行生化处理前,一般要进行预处理。MBR易模块化特性能够与预处理以及后处理工艺直接耦合,故而对工业废水也具有较好的处理效果。下文以印染废水、石化废水和焦化废水进行例述。
印染废水有机物含量高,水质变化大,色度深。经过混凝等处理后,MBR工艺可以有效降低COD和有毒物质含量,实现中水回用。汝伟等[18]针对印染废水进行生化处理,经过MBR系统出水,再采用三相Fenton催化氧化工艺对其出水进行处理。结果表明:在HRT为22 h时,MBR出水COD为100.3 mg/L,出水NH3-N、TN、TP均达标,能够有效处理印染废水中的有机物。
石化废水水量大,成分复杂,通常含有重金属和烃类有机污染物。结合脱碳除氮工艺,MBR工艺可以对其中的污泥和有毒物质进行回收,维持生化反应活性。Huang等[19]用BioWin软件预测MBR处理石化废水的性能,对废水的COD和生物质的动力学参数进行了模型校准,发现出水COD和总有机碳(TOC)的去除率分别超过85%和80%。Sun等[20]采用平板陶瓷膜MBR处理海洋石化废水,中试结果表明,顺序间歇反应器(SBR)和平板陶瓷膜MBR耦合工艺具有良好的效果,与常规MBR工艺相比节能62.5%。
焦化废水氮含量高,含大量多环芳烃等有毒污染物。MBR工艺可以回收尚未反应完全的废水,使其回流进行多次生化处理。孙晓雪等[21]将好氧-水解-好氧(OHO-MBR)耦合工艺用于焦化废水处理,弥补了OHO流化床生物处理工艺缺少污泥分离回用的缺点,可有效提升出水水质。杨宗政等[22]采用多元线性回归方法建立了基于氧化还原电位的MBR工艺模型,用于模拟焦化废水处理过程,结果显示该模型准确度较高、稳定性较好,可实现远程控制。
4. 海水淡化
作为一种解决淡水短缺的有效方法,基于膜的海水淡化技术正受到越来越多的关注。然而,浓盐水仍是膜脱盐技术的主要障碍。张京周等[23]提供了一种基于MBR的废水深度处理工艺作为浓盐水处理方案,经膜回收后的浓盐水,进入三效蒸发单元深度处理,回收冷凝水电导率均在130 μS/cm以下,可回收利用。Ding等[24]采用缓压渗透与活性污泥(PRO-MBR)的混合技术,同步处理浓海水卤水和城市污水。由于正渗透膜截除率高,PRO-MBR对污染物去除率高于90%。
5. 内容物回收
由于膜的分离作用,MBR工艺中的膜组件可以对废水中有价值物质进行回收。Qi等[25]采用UFMBR和RO系统对生猪废水中产生的液体消化液进行处理和回用,结果表明,UF-MBR和RO系统可以有效回收K、Ca、Mg和腐植酸,能够用于生产水溶性肥料。夏仙兵等[26]通过列举实际工程案例对电镀废水的膜处理技术进行了比较,结果表明:电镀综合废水通过MBR的耦合工艺,再经UF、RO与NF脱盐工艺处理后,能够实现Ni的回收,且出水水质可以达到回用水标准。
6. MBR工艺的工程案例
1)大型污水厂应用。
近年来,MBR工艺因其高效的处理性能,良好的可控性以及高度模块化特性,在污水深度处理、再生水回用等方面应用广泛。对于污水厂而言,MBR工艺主要用于提标扩建改造。近年来,应用MBR工艺的主要大型污水厂如表1所示。
表1 应用MBR工艺的大型污水厂

MBR由于膜的高截流性,能够有效降低污水中的悬浮物(SS)、浊度以及生物污染物,出水稳定达标,且能够进一步改善水质,实现污水回用。MBR具有占地面积小的特点,使得扩建的过程中所需措施较少。但MBR工艺仍需较高的投资与能耗,故多数污水厂采用部分MBR与原工艺相结合的方式进行提标改造。随着MBR膜组件生产成本的降低,膜污染问题的改善,以及曝气系统的优化,该工艺的能耗与价格将进一步降低,在污水厂的应用占比有望进一步提高。
2)小型污水厂应用。
MBR工艺因其占地面积小,可适应污水周边复杂的地理环境,便于施工与安装。MBR良好的处理效果能够满足污水回用,故而针对农村、旅游景区、服务区、饭店等小型分散污水场所也具有广阔的应用前景,下面以湖北某农村旅游度假村的小型MBR污水处理厂作为典型代表举例说明。
湖北某旅游渡假区污水处理厂立面图如图3所示,确定规模100 m3/d。该项目总投资约为232.71万 元,运营成本约2.39 元/t(含电费、药剂费、人工费等)。以100 t/d计,每月运营成本约7170 元。污水厂占地面积约为100 m3,主体采用MBR污水处理工艺(图4)。

图3 湖北某旅游渡假区污水处理厂区立面图

图4 湖北某旅游渡假区污水厂MBR工艺流程
该项目污水主要为生活污水,由于暂无集镇污水水质相关资料,参考一般生活污水水质,出水指标执行GB18918—2002《城镇污水处理厂污染物排放标准》一级A类排放标准。根据对污水水质和排放标准的分析,确定污水处理厂设计进出水水质及污染去除效率见表2。该项目对BOD5、SS、NH3-N、TP和TN的去除率要求都很高,因此生化处理段主体采用MBR工艺。
表2 进水水质及处理效率

在工艺流程上,采用常规处理方案。由于本污水厂原选址地势险峻,不适合污水厂搭建施工,因此需要新的选址。新址选在距离原址300 m处,体现出MBR对地理环境具有较强的适应性。因此,工艺流程的最开始部分选择在原选址建立提升泵站,使用新建的压力管运输污水至新址上建立的污水站进行处理。
7. MBR工艺存在的主要问题
1)膜污染问题。
MBR膜组件使用寿命较短,在使用过程中需要定期保养和更换。这是因为膜组件易被污染,在过滤的过程中,大分子物质会在膜表面汇集,孔径相似的物质会堵塞膜孔,降低过滤效率和使用寿命,需要定期进行清洗和更换,增加运行成本,这是MBR工艺的主要缺点,也是MBR工艺后续改良过程中需首要考虑的问题。目前,通常采用污水预处理、污染膜清洗和改善活性污泥性质等手段预防和缓解MBR的膜污染问题[33]。
2)能耗问题。
一般来说,MBR的能耗主要来源于2方面:一是膜分离需要一定的能耗,高污泥浓度需要加大曝气量,需要部分能耗;二是膜污染导致的膜通量下降,这也会增加能耗。MBR工艺的能耗与运行参数和污染物种类有关[34],其中生物曝气占总能耗的53%,膜过滤能耗约为25%。过高能耗与运行成本完全掩蔽了出水水质好、占地小等优势,使得MBR工艺难以成为一种可持续性工艺[35]。Gao等[36]通过综合成本效益和数据包络分析发现,由于严格的污水排放标准,MBR技术仍然具有良好的应用前景。因此,减少MBR工艺产生的膜污染,降低能耗以及节省运行成本是现阶段主要研究方向之一。
04 MBR工艺的研究进展
1. 膜材料开发
常用于废水处理的膜功能材料主要包括聚乙烯(PE)、聚醚砜(PES)、聚偏氟乙烯(PVDF)和聚四氟乙烯(PTFE)。其中,PVDF和PTFE具有较高的化学稳定性,性能更为优异,是目前MBR膜材料的首选。在“双碳”背景下,膜材料的评价指标不仅应包含传统的过滤性能、抗污染性能等,而且应增加成本控制、碳排放维度等相应指标,以此促进高性能膜材料的低碳研发与可持续应用[37]。Tian等[38]使用报废的(EOL)聚偏氟乙烯(PVDF)膜开发了一套膜再生工序,提出了一种化学清洗-溶剂处理-亲水性改性的EOL-PVDF膜再生方法。再生后的EOL膜在MBR工艺仍可以正常使用,大幅减少了成本和碳排放。
2. 工艺优化研究
合理的工艺流程可以明显提高MBR工艺的处理效率和降低运行成本。近年来,研究人员通过添加好氧污泥颗粒、建立数学模型以及改进曝气方式等手段,对MBR工艺进行了改良和优化。添加好氧污泥颗粒通过优化污泥结构和提升活性污泥中的微生物性能,降低污泥产量并增强生化处理效率,从而降低了膜污染,提高了MBR处理效率,是活性污泥法优化的延伸。后2种优化手段则通过控制工艺流程和优化处理手段,节省耗材并降低能耗,从而减少投资成本,使工艺绿色低耗,环境友好。
好氧颗粒污泥(AGS)因其拥有较高的微生物数量,以及良好的脱氮除磷效果,也成为MBR工艺优化的研究热点。Yang等[39]研究了小型MBR中AGS颗粒演化、工艺出水和膜材料对膜污染的影响,结果表明,AGS在MBR中造粒完全后,MBR出水质量得到显著提升,并且有效避免了污染层的形成。Zhang等[40]发现AGS在MBR中表现出优异的抗膜污染能力,在一定范围内,当AGS比例增加时,渗透通量逐渐增大,膜受污染程度越轻,处理效率越高。
近年来,由于计算机行业的快速发展,研究人员通过建立数学模型对MBR工艺进行模拟,优化工艺参数,大幅降低膜污染和工艺能耗。Lindamulla等[41]使用AQUASIM程序,根据微生物、膜污染和膜清洗的条件来构建MBR综合数学模型,以此预测MBR工艺性能和膜污染情况。Wu等[42]针对MBR工艺提出了一种基于鲁棒深度神经网络(RDNN)的膜污染诊断以及受限玻尔兹曼机(RBM)的决策方法的智能预警系统,能够精准识别膜污染情况。
曝气是MBR主要的能源消耗,通常超过总能耗的50%,因此对曝气系统的改良也是研究者重点关注的领域。Wang等[43]通过对曝气机以及中央曝气送风管的改造,建立了计算流体动力学(CFD)模型,设计出最佳工艺,优化了中央曝气管径,提高了有效通道覆盖率,大幅降低曝气的能耗。
3. 新式MBR
随着对MBR处理技术研究的不断深入,国内外研究学者相继开发出一系列新型MBR工艺。如表3所示,主要包括膜光生物反应器(MPBR)、渗透膜生物反应器(OMBR)、电膜生物反应器(EMBR)、无泡曝气膜生物反应器(MABR)、厌氧氨氧化膜生物反应器(ANAMMBR),振动膜生物反应器(VMBR),气喷式膜生物反应器(ASMBR)等。这些新式MBR的优势各不相同:MPBR利用膜富集微藻,在光合作用下,能够充分发挥对营养物质的降解作用;OMBR将渗透膜并入反应器中,实现对有机化合物和无机离子的高截流;EMBR结合电处理技术,在实现高效处理的同时还能够控制膜污染;MABR通过中空纤维膜进行无泡曝气,形成生物膜分层,从而实现同步硝化反硝化脱碳;ANAMMBR利用厌氧氨氧菌去除高氨氮的能力,实现低碳除氮;VMBR对膜机械振动,减少膜污染的产生,延长膜组件使用寿命;ASMBR中的水体在喷射循环过程中充分与空气混合,具有较高的传氧效率。
表3 各种新式MBR 的比较

由此可见,新式MBR是在膜组件与生物反应器的大框架不变的前提下,通过添加处理单元、改变膜组件形式、改变曝气方式等手段,优化原有MBR得到的产物。这些新式MBR的主要目的大多是克服传统MBR高能耗,膜污染等问题,也有部分是进一步提高处理效果,以用于深度污水处理。这也将是未来新式MBR研究的2个方向。
4. 微生物
微生物是MBR处理工艺重要的组成部分,是污水生化处理段的核心。性能优良的微生物群落与污染物产生积极的生化反应,从而促进其转化为适合的中间产物,减少膜污染的产生,且能够提高污水的处理效率。一些添加物可以提高微生物性能。例如在MBR工艺中添加纤维素之后[51],可以显著提高微生物性能,进而降低膜污染并增加处理效率。对微生物群落的研究也是MBR工艺优化中不可或缺的一环。杨宗政等[52]利用逐步提高水中总溶解性固体的方法(TDS)对MBR中耐盐活性污泥进行驯化,考察驯化过程中TDS对污水处理效果的影响并观察微生物群落结构的变化,结果表明随着TDS的增加,活性污泥微生物群落的丰富度和多样性降低,且优势菌种也发生了变化。苏三宝等[53]对AO-MBR中的细菌,氨氧化细菌(AOB)和氨氧化古菌(AOA)的组成和含量进行检测,发现了COD去除和反硝化过程中的功能菌种,并阐述了主要菌种在氨氮处理过程中的功能与联系。
此外,使用微生物实现膜污染原位去除的研究得到了进一步发展。微生物的群体感应会诱导膜表面形成生物膜,导致严重的膜污染。故而,对群体感应进行淬灭成为一种有效治理膜污染的方法。Mehmood等[54]报道了一种紫外光(UV)催化淬灭微生物群体感应的方法,通过使用TiO2纳米粒子作为光催化剂,在间歇紫外线照射(总操作时间的17%)下,有效淬灭了微生物的群体感应,实现了原位膜清洁。
5. 工艺耦合
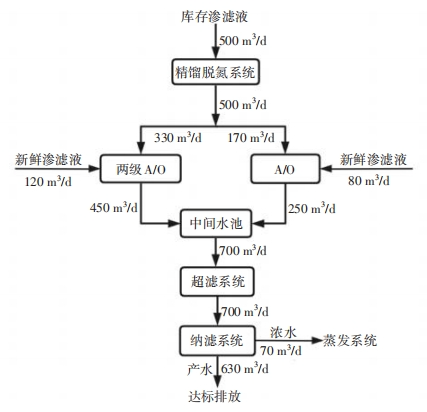
MBR由于其占地小,模块化强,能够与其他水处理工艺进行多级耦合,对于不同类型废水均具有良好处理性能,故而针对MBR耦合工艺的研究受到了极大的关注。部分硝化厌氧氨氧化反应器(PN/A)的pH适应范围广,成本低,有良好发展前景。Rong等[55]采用浸没式厌氧MBR(SAnMBR)与一级PN/A相结合进行了中试试验,显著增强城市污水中COD与氮的处理。移动床生物膜反应器(MBBR)的膜填料去除效果好,易于维护管理;纳滤(NF)能分离污水中小分子污染物,去除污水的色度和异味,用于改善水质。Cao等[56]用MBBR-NF-MBR耦合工艺处理罗红霉素废水,发现其对COD与罗红霉素均具有较高的去除效果。李义烁等[57]采用预处理+外置式MBR(两级硝化反硝化+超滤)+部分NF联合处理工艺,处理北京某有机质生态处理站餐厨垃圾、市政污泥、城市粪便联合厌氧消化产生的沼液,最终废水实现达标排放。厌氧/好氧(A/O)工艺构造简单,能够有效去除氮磷,已经得到大规模使用;反渗透工艺(RO)可以去除或回收盐、重金属和化学污染物,造价适中,经济高效。郭宇彬[58]采用(AO-MBR-RO)组合工艺对工业废水进行回收利用研究,发现该组合工艺出水水质好,价格合适,具有推广价值。
6. 处理新型污染物
新型污染物普遍具有稳定性高、毒性强、难处理、危害高等特点,主要包括内分泌干扰物(EDCs)、持久性有机污染物(POPs)、微塑料、抗生素等。MBR工艺在处理新型污染物中表现出较好的性能,备受研究人员关注。
微塑料(MP)具有体积小、极难降解的特性,在生物循环的过程中容易积累,造成严重的环境污染。在合适的工艺条件下,MBR工艺可以对其进行正常吸附处理,但是反应后的污泥需要谨慎处理[59]。Maliwan等[60]通过实验证明了MP的存在虽然会降低MBR工艺污泥的絮凝能力,但是MP本身的冲刷作用抵消了对污泥絮凝的负面影响,MBR内部并未发生结垢现象。
抗生素废水一般具有COD值高、成分复杂、生物毒性大等特点,MBR工艺因其能够有效处理抗生素废水而备受关注。杨莲[61]应用A/O-MBR联合工艺处理盐酸金霉素和青霉素等抗生素污染废水,研究发现抗生素浓度的升高对MBR微生物氧化能力和硝化活性影响不大,且对抗性基因表现出优异的去除效果,具有广阔应用前景。Wang等[62]追踪细胞外抗生素耐药基因(eARG)在MBR中的去向,结果表明MBR中eARG初始浓度由污泥颗粒的吸附作用控制,膜过滤会滞留部分eARG,膜上沉积的污染物决定了MBR膜过滤去除eARG的效果。
05 结 论
经过近几年研究,MBR工艺在废水治理和资源化利用领域取得了较大进展。该技术能够通过膜组件将污泥和生物反应器分离,使处理系统更加模块化,易于灵活调整,可实现自动化控制。MBR作为比较成熟的水处理工艺,可满足不同种类污水处理需求。通过对有机负荷、污泥浓度、预处理、曝气强度和温度等主要影响因素的考察,为提升MBR实际处理效果提供了重要依据。由于具有出水水质好、占地面积小、容积负荷高等优势,MBR工艺在废水处理领域中表现优异,而在污水厂提标改造、污水深度处理和分散废水处理领域尤为突出。
近年来,MBR的研究热点逐渐转向MBR膜材料的回收再利用、MBR工艺优化、新式MBR开发、微生物性能研究以及MBR耦合工艺应用以及去除新型污染物等。在MBR实际应用过程中,通过智能化、低碳化途径优化MBR工艺,将成为降低膜污染和能耗的重要实现方式。