典型案例:电子工业园区污水厂执行“准Ⅲ类”排放要求
概况:西南地区某电子工业园污水处理厂总规模为10万 m³/d,一期规模5万 m³/d。园区主要工业类型为电子工业、中成药制造业、航空动力制造业等,其中电子工业废水量占比超过85%。
工艺:粗格栅及进水泵房-细格栅及沉砂池-调节池(含事故池)-混凝初沉池-水解酸化池-厌氧-多级好氧缺氧生物池-二沉池-高效沉淀池-反硝化深床滤池-活性炭(焦)吸附流化床-氧化铝吸附滤池-接触消毒,并针对难降解COD、氟化物等问题,设计了保证率高且切换灵活的运行模式。
出水:可稳定达到《地表水环境质量标准》(GB 3838-2002)Ⅲ类标准。
引用本文:吴斯文,李树苑,李亮. 某电子工业园区污水处理厂工程设计[J]. 给水排水,2024,50(3):77-81.
1 项目概况
西南地区某电子工业园污水处理厂总规模为10万 m³/d,一期规模5万 m³/d。园区主要工业类型为电子工业、中成药制造业、航空动力制造业等,其中电子工业废水量占比超过85%。污水处理厂出水水质标准执行要求为COD、BOD5、NH3-N、总磷达《地表水环境质量标准》(GB 3838-2002) Ⅲ类标准,TN排放限值为15 mg/L,氟化物为1.5 mg/L。该项目是含氟工业污水处理厂执行“准Ⅲ类”排放要求的典型案例,在高排放标准要求下,工业园区污水厂能够稳定达标、同时高效节能运行显得更加重要。
2 进出水水质及特性分析
本项目设计进水水质、设计出水水质及处理程度见表1。
表1 设计水质及处理程度

结合设计水质及园区产业结构特征,本项目污水水质特性呈现如下特点:
①废水水量和水质有较大的波动;
②有机污染物呈现COD高BOD5低的特点,设计进水BOD5/COD=0.25<0.3,污水生化性差;
③进水B/N=2.2<4,生物脱氮难度较大;
④电子工业废水中存在比例较高的难降解的有机物,如聚乙二醇、异丙醇、乳酸等,难降解有机物的去除难度较大;
⑤氟化物进水浓度5.5 mg/L,出水指标为1.5 mg/L,氟化物去除程度要求较高。
3 工艺流程
污水处理工艺为粗格栅及进水泵房-细格栅及沉砂池-调节池(含事故池)-混凝初沉池-水解酸化池-厌氧-多级好氧缺氧生物池-二沉池-高效沉淀池-高级氧化(预留)-反硝化深床滤池-活性炭(焦)吸附流化床-氧化铝吸附滤池-次氯酸钠接触消毒;污泥处理工艺为浓缩池-板框脱水至60%后外运处置。
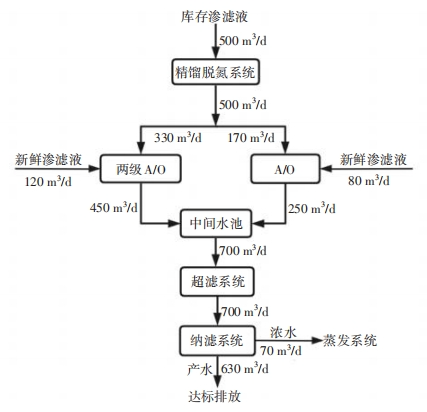
工艺单元中的调节池可以对水质水量进行均化;混凝初沉池、高效沉淀池则通过物化作用去除悬浮物、部分有机物、氟化物等;厌氧-多级好氧缺氧生物池通过强化脱氮的生化作用去除COD、BOD5及氮磷;反硝化深床滤池能够深化脱氮并截留悬浮物;活性炭(焦)吸附流化床主要用于吸附难降解有机物;氧化铝吸附滤池通过吸附和截留作用,进行除氟和截留污染物;尾水经次氯酸钠接触消毒后外排。另外,考虑园区未来发展的不确定性,污水处理厂出水COD限值较低,项目预留了高级氧化单元的用地。高级氧化可以对难降解COD进行进一步降解,以臭氧氧化工艺为例,目前在难降解废水深度处理领域已较为成熟,尤其利用臭氧催化氧化能够增强臭氧的利用效率,再联合活性炭单元吸附能够实现更好的COD处理效果,因此预留高级氧化单元,能够更好的应对园区的发展变化。而且,在运行模式上,本项目考虑了多模式的切换和超越功能,以应对复杂的水质变化,实现高效节能运行。污水处理工艺流程见图1。

图1 污水处理工艺流程
4 设计参数
4.1 粗格栅及进水泵房
按照远期总规模10万m³/d一次性建成,粗格栅间分为3格,栅渠宽B=1500 mm,采用3台回转式格栅除污机,栅条净间距b=20 mm,α=75°。
进水泵房共设6台泵位,按照一期5万m³/d规模安装水泵。考虑到园区水量波动较大,总变化系数Kz取值为2.0。一期安装3台大泵,2台小泵,大小泵各1台采用变频调速。大泵规格Q=1510 m³/h,H=17.50 m,N=110 kW;小泵规格Q=580 m³/h,H=17.50 m,N=45 kW。
4.2 细格栅、沉砂及调节池(兼事故池)
按照远期总规模10万m³/d一次性建成,细格栅分2条格栅渠道,安装2组回转式格栅除污机,栅条间隙b=5 mm,格栅安装倾角75°。采用平流式沉砂池,分为2组,每组宽度3.0 m,最大设计流速0.20 m/s,最大流量时水力停留时间45 s。
调节池(兼事故池),分为2组,分别做调节池和事故池,可交替使用,总停留时间9h,调节池内设2500双曲面搅拌机10台。安装6台大泵做提升水泵,Q=1050 m³/h,H=21.5 m,4用2备,均采用变频调速;安装2台小泵,用于事故污水抽排,Q=365 m³/h,H=21.5 m。
4.3 混合絮凝池及初沉池
混合絮凝池采用机械混合絮凝形式,混合池停留时间2 min;絮凝池15 min,采用三级絮凝,每级停留时间5 min,周边线速度0.2~0.5 m/s。
初沉池,共2座,内径19.1 m,表面水力负荷3.64 m³/m²·h,沉淀时间80 min。
4.4 水解酸化池
采用污泥回流型,能够利于进一步提高污水的可生化性,具体池型分为2组,可独立运行,停留时间为7h;沉淀区表面水力负荷:12.33 m³/m²·h,设计污泥内回流系统,回流污泥量100%。
4.5 厌氧-多级好氧缺氧生物池
厌氧-多级好氧缺氧生物池,属于典型AO工艺,能够获得较好的脱氮和COD去除效果,该池型共分为三级缺氧、三级好氧,一级厌氧,进水点和混合液内回流点均设在每一级缺氧区的前端,污泥回流至第一级缺氧区。该生物池型能够实现脱氮除磷,尤其针对低碳氮比、污水可生化性差的特征污水,能够充分利用原水中碳源,实现低成本、高效率的运行。
生物池分为2座,可独立运行,总停留时间为24 h,缺氧区停留时间10 h,厌氧区停留时间1.0 h,好氧区停留时间13 h,平均污泥浓度5.50 g/L。单级好氧区至缺氧区内回流率:R=0~100%,外回流率:R=0~100%,设计气水比8.5∶1。生物池系统见图2。

图2 生物池系统
4.6 二沉池及配水配泥井
采用2座内径 40 m的周进周出二沉池;表面水力负荷0.82 m³/m²·h;沉淀时间5.3 h,有效水深4.4 m。选配单管吸泥机,周边线速度≤3 m/min,N=0.55 kW。
配水配泥井为两圈环形水池形式,内圈为进水分配区;外圈为配泥区,内圈直径为6 m,外圈宽度3.5 m,H=7.60 m。共设有3台回流污泥泵位,一期安装2台潜污泵(1用1备),Q=2084 m³/h,H=8.8 m,N=75 kW,变频调速;剩余污泥泵2台(1用1备),Q=167 m³/h,H=15 m,N=11.13 kW。
4.7 高效沉淀池
高效沉淀池1座,分为可独立运行2组。每组混合区分为2格,总停留时间2.20 min。第一格投加氢氧化钠;第二格投加硫酸铝;每组反应区总停留时间7.50 min,投加PAM;每组澄清区有效沉淀面积100 m²,上升流速13.54 m/h;设计污泥回流比为4%~8%。澄清区为防止光照导致青苔滋生,采用可移动有机玻璃盖板进行加盖处理。
4.8 反硝化深床滤池及提升泵房
反硝化深床滤池采用滤砖配水的下向流滤池,设1座共5格,单格过滤面积64.82 m²,总过滤面积324.10 m²。设计滤速6.43 m/h(5格滤池同时运行),强制滤速8.04 m/h (4格滤池同时运行)。滤料采用石英砂,有效粒径2~3 mm,均匀系数≤1.4,莫氏硬度大于6,比重大于或等于2.6,共计593 m³。
提升泵房配备3台潜水泵,2台大泵Q=1388 m³/h,H=13.0 m,P=75 kW,1用1备,均为变频调速;1台小泵Q=708 m³/h,H=13 m,P=37 kW,变频调速。
4.9 活性炭(焦)吸附流化床
活性炭(焦)吸附工艺是本项目深度处理的核心单元,填料活性炭(焦)是一种炭质吸附材料,具有官能团丰富、吸附效率高、价格优势明显等特点,且机械强度较高,能够进行多次反复的洗焦和再生,可有效深度去除COD。活性炭(焦)吸附流化床共1座,分为2组,每组均为3级吸附床,每级9格,单格平面尺寸为5 m×5 m。一级滤料深度7.0 m,二级滤料深度5.5 m,三级滤料深度4.5 m,平面总尺寸50.00×48.03 m,池高8.50~13.00 m。流化床设计滤速V=4.63 m/h,滤料采用煤质颗粒活性炭,粒径2~8 mm,中孔率20%~40%,比表面积600~850 m²/g,堆积密度0.45~0.47 g/cm³。
4.10 氧化铝吸附过滤池
氧化铝吸附过滤池是对多级沉淀除氟后,进行强化深度除氟,采用沉淀-吸附组合工艺对于深度去除工业废水中较低浓度的氟离子具有较好的效果。滤池采用V型滤池池型,共1座分为10格,单格过滤面积32.68 m²,总过滤面积326.80 m²。设计滤速6.37 m/h。反冲洗周期2 d。采用d=0.5~1.8 mm活性氧化铝滤料,厚度1800 mm,吸氟化物容量≥3 mgF-/g(Al2O3),滤料更换周期550d左右。
再生过程设计:常规再生,再生剂采用3%硫酸铝,按照首次反冲—再生—二次反冲三个阶段进行;深度再生,考虑到长期使用硫酸铝再生后会导致滤料结块,滤料表面被铝的化合物等沉淀物覆盖,需要每半年采用1%氢氧化钠再生剂进行深度再生,深度再生按照首次反冲—再生—中和—二次反冲四个阶段进行。
4.11 反冲洗泵房
反冲洗水泵采用3台离心泵(2用1备),Q=360 m³/h,H=12 m,P=30 kW,变频调速;反冲洗风机采用罗茨风机2台(1用1备),Q=30.5 m³/min,出口增压58.8 kPa,功率40 kW,变频调速。氧化铝吸附过滤池反冲模式为:先单独气冲,冲洗强度15 L/s·m²,冲洗历时2 min;再气水同时冲洗,气冲强度15 L/s·m²,水冲冲洗强度3 L/s·m²,冲洗历时4 min;最后单独水冲洗,冲洗强度为6 L/s·m²,冲洗历时6 min。
4.12 接触消毒池
采用廊道式接触消毒,和巴氏计量槽合建。消毒池设计停留时间40 min,巴氏计量槽喉宽600 mm。
4.13 加药及含氟废液处理系统
本工程使用药剂种类主要有:PAC、PAM、乙酸钠、硫酸铝、氢氧化钠、次氯酸钠、氯化钙、硫酸。
PAC投加两处,一处投加至混凝初沉池的混合池,设计投加量420 mg/L(有效含量10%),另一处投加至污泥调理池,设计投加量28%绝干污泥(有效含量10%);PAM投加两处,分别向混凝初沉池的絮凝池和高效沉淀池的絮凝池投加,设计投加量1 mg/L;乙酸钠(20%)分别向生物池第二级缺氧区、第三级缺氧区和反硝化深床滤池投加,设计总投加量为600mg/L,反硝化深床滤池投加量为200 mg/L,生物池投加量根据进水水质波动情况而定;氢氧化钠投加至高效沉淀池混合池1,设计投加量233 mg/L,硫酸铝投加至高效沉淀池混合池2,设计投加量600 mg/L(有效含量7.8%);消毒剂采用10%次氯酸钠成品稀释成5%进行存储和投加,设计平均投加量为60 mg/L,最大投加量为150 mg/L。
氧化铝吸附过滤池的氧化铝常规再生药剂为3%硫酸铝,单次单格用量约为200 m³,平均再生周期约为35d;深度再生药剂为1%氢氧化钠药液和1%硫酸药液,平均再生周期为6个月。
含氟废液处理药剂(用于氧化铝吸附过滤池再生液处理):首先采用10%氯化钙,将高浓度含氟废液氟化物浓度降至10mg/L以下;再采用硫酸铝(有效含量7.8%)和氢氧化钠(有效含量30%)将氟化物降至5mg/L以下回流至进水泵房,药剂投加量在运行过程中根据废液氟化物浓度进行调控。
4.14 鼓风机房
鼓风机房共设5台机位,一期采用3台空气悬浮鼓风机(2用1备),单台风量150 m³/min,出口压力77 kPa,装机功率242.76 kW,均采用变频调速。
4.15 污泥浓缩池及污泥脱水机房
污泥浓缩池,共设1座,设计流量1500 m³/d,内径20 m,采用垂架式中心传动污泥浓缩机,外缘线速度1~2 m/min,N=1.1 kW。
污泥脱水机房,采用框架结构,共分为3层,顶层安装脱水机和自控系统,2层安装污泥转输和泥斗设施,首层安装其他设备配套和污泥外运设施,共设3套高压板框压滤机系统,一期安装2套(1用1备),单套过滤面积800 m²/h,N=25 kW,工作时间:20 h/d。
5 处理效果
该电子工业园污水处理厂于2023年 2 月正式竣工投产,目前实际处理水量约为 5万m³/d,工艺运行稳定,出水稳定达到排放标准。2023年5-6月实际进、出水水质数据见表2。
表2 实际进、出水水质数据

从表2中看出,实际进水水质略低于设计进水水质,实际运行出水水质全面优于设计出水水质。综合分析主要原因有:园区建设正在逐步完善,废水水质浓度将随着园区发展逐步提高;厂区处理工艺相对完善,能够保证实际出水水质稳定达标。
根据2023年5-6月统计数据,项目主要药剂用量如下(以年计):PAM 25 t/年,PAC 4215 t/年;乙酸钠2 860 t/年,次氯酸钠1 025 t/年、硫酸铝6 224 t/年、氯化钙121 t/年、氢氧化钠3601.33 t/年、98%硫酸1.8 t/年、氧化铝292 t/年、粉末活性炭273.75 t/年。其中,氢氧化钠、硫酸、氧化铝和粉末活性炭因尚未进行深度再生或者二次采购,对应的使用量为理论计算值。现阶段平均综合运行成本约为2.52元/m³污水。
根据目前为止的运行情况来看,项目基本能够在理想工况下稳定运行,同时通过工艺单元的超越控制实现节能运行,但是为了实现更好的运行效果,可考虑作如下改进和优化:
①加药点和加药种类较多,考虑将传统投加系统改进为智慧化反馈及投加系统;
②活性炭(焦)吸附流化床有一定的跑炭现象,应优化反冲洗强度;
③氧化铝吸附效果较好,但运行成本较高,应考虑保证出水水质达标的前提下,优化吸附频率,避免过度吸附。
6 结论
本工程作为电子工业园区污水处理厂,面对出水COD、BOD5、NH3-N、总磷执行地表水Ⅲ类水质标准高标准排放要求,采用以分级混凝沉淀-生物处理-活性炭(焦)吸附流化床-氧化铝吸附过滤为核心的污水处理工艺,能够保证污水处理系统出水达标、运行稳定。
随着相对集中的工业园区发展,工业废水量和种类将越来越多,同时环保要求会越来越高,高标准工业废水处理厂也越来越多,本工程对高标准排放的工业废水处理和含氟废水处理具有一定借鉴意义。