杨木化机浆造纸废水的治理工程实例及分析
制浆造纸工业是国民经济的重要组成部分,也是水污染物排放量较大的行业。根据目前制浆工艺的生产水平,生产1 t纸浆,需耗费1.2~2 t原木片,产生60~100 m³的废水。其产生的废水水质、水量与生产工艺、原料、产品种类等密切相关。
一般来说,造纸废水中的主要污染物有4类:(1)还原性物质,如木素、无机盐等;(2)可生物降解类物质,有半纤维素、树脂酸,低分子的糖、醇、有机酸等;(3)悬浮物,如细小纤维素、无机填料等;(4)色素类物质,有油墨、染料等。
该类废水危害较大不能直接排放,需经严格的物理、化学和生物处理达到《制浆造纸工业水污染物排放标准》(GB 3544—2008)的水质要求后才能排放。
邓州市华鑫纸业有限公司为“制浆和造纸联合生产企业”,该企业针对其生产过程中产生的化机浆废水有机污染物质浓度高、难降解、有毒等特点,采用“加酸、预曝气+预酸化+IC反应器+氧化沟+混凝脱色”的工艺对其进行处理。其处理系统2006年建成投产,2019年进行升级改造,稳定运行至今,出水达标率较高。
笔者从治理方案、运行参数选择以及运行策略优化、运行效果等方面对该废水治理工程进行了介绍和分析,旨在为国内外相似废水处理方法的选择和工艺流程的确定提供实践基础。
1 工程概况
1.1 背景及设计规模
邓州市华鑫纸业有限公司污水处理站于2006年建成,起初用于处理草浆(龙须草)制浆废水和废纸回收制浆废水,后续由于市场需求变化以及经营战略调整的需要,对原料结构进行调整,改建了化机浆制浆生产线。
目前,该企业满负荷生产,废水产生量约为3 200 m³/d。其中一部分是2 000 m³/d的化机浆废水,化机浆废水有机物浓度高,处理需配套建设1套厌氧反应系统,确保废水处理后达标排放;另一部分是1 200 m³/d的再生纸脱墨废水,经过预处理后进入一沉池。
1.2 水质及特点
受原料质量的影响,化机浆废水的排放量和有机物浓度变化较大。其水质特点:COD高,木质素含量较高,且含有较多的细小纤维和胶状物以及分散剂、松香等。废水水质见表1。

2 化机浆废水治理工艺
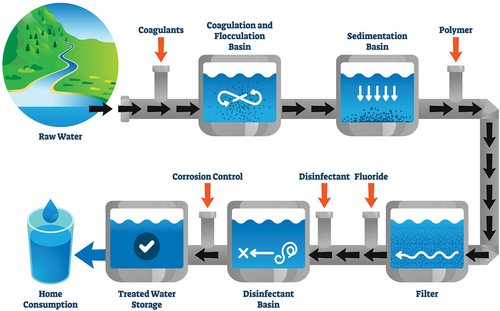
由于化机浆废水中含有大量悬浮类物质,兼具高COD和低BOD的特点,为了有效减少废水中的大量悬浮物和提高废水可生化性,确定采用“加酸、预曝气+预酸化+IC反应器+氧化沟+混凝脱色”的处理工艺。工艺流程见图1。

3 废水处理设施主要构筑物功能及参数
3.1 预处理
预曝气池的作用是利用好氧剩余污泥的吸附及曝气氧化作用,改善废水中悬浮物的沉降性能,使废水中的悬浮物能在初沉池中沉降分离,同时缓冲水量、调节水温和pH。
化机浆废水的pH通常在7.8左右,为了确保进入后续厌氧IC反应器的废水的酸碱度符合要求,需投加少量酸以调整pH。因投加硫酸会生成硫化氢,抑制厌氧微生物的新陈代谢,导致系统运行效果变差,所以本项目投加盐酸调控pH至6~7。
为了强化初沉池的沉淀效果,本工艺将好氧系统二沉池污泥回流至预曝气池,使好氧污泥与废水充分混合接触,达到吸附、降解COD的作用,混合液沉降比SV保持在30%~50%。预曝气池的水力停留时间为6 h,总池容积L×B×H=15 m×10 m×6 m=900 m³,采用钢筋混凝土结构。
初沉池通过自然沉降,去除水中大部分的固体悬浮颗粒,减轻生物处理负荷。为了提高沉淀效果,向初沉池内投加絮凝剂PAC和助凝剂PAM,贮备液质量浓度分别为100 kg/m³和1 kg/m³,投加量由PLC自动控制系统调控。
该控制系统以进水流量和进水悬浮物质浓度为控制参数,以计量泵流量为被控参数,调控PAC和PAM投加量。初沉池沉淀时间2.5 h,表面负荷为1.8 m³/(m²·h)。池体直径10 m,池深4.5 m,为钢筋混凝土结构,采用周边传动刮吸泥机除泥。
预酸化池的功能是在兼性厌氧条件下,通过发酵细菌新陈代谢反应,将废水中不溶性或高分子有机物质水解为溶解性小分子有机物,从而改善废水的可生化性。
化机浆废水有机物浓度高,氮磷含量较低,为了满足微生物营养需求,向预酸化池内投加营养盐,生物氮(尿素)投加量为30 mg/L,使废水中营养物质质量比达到BOD5∶N∶P=(200~300)∶5∶1,满足厌氧微生物代谢和生长需求。预酸化池的运行效果以预酸化度来衡量和控制,设计范围为20%~40%。预酸化池水力停留时间为6 h,总池容积L×B×H=14 m×10 m×6.5 m=900 m³,池体采用钢筋混凝土结构。
3.2 生化处理部分
3.2.1 厌氧处理
目前该企业使用的是第三代内循环(IC)厌氧反应器。IC反应器包括微生物的水解发酵-产氢产乙酸-产甲烷3阶段反应,相应的微生物包括发酵细菌、产氢产乙酸菌和产甲烷菌,前2种统称为产酸菌。与产酸菌相比,产甲烷菌对温度、pH及有毒物质等生态因子非常敏感。
环境因素的改变会破坏产甲烷菌和产酸菌之间的平衡,使部分发酵产物等不能被产甲烷菌及时利用而在反应器内大量积累,导致产甲烷菌正常代谢受阻,最终影响沼气产率,降低COD去除率。
IC反应器运行温度控制在35~38 ℃,进水COD<10 000 mg/L,满负荷运行沼气产量可达5 000 m³/d。IC反应器COD容积负荷为10 kg/(m³·d),有效水力停留时间为3 d。反应器直径为10 m,高度为24 m,有效容积为1 800 m³,钢结构反应器。
沼气系统:单位COD沼气产率为0.3 m3/kg,沼气柜容积为100 m³,产生的沼气经沼气稳压柜送锅炉燃烧。
颗粒污泥系统:其作用是保证IC反应器内的生物量。运行期间IC反应器中颗粒污泥生成量少,将二沉池污泥定期排入厌氧污泥池,经2~3周厌氧反应后,用螺杆泵投加至IC反应器。此运行可产生如下效能:① 补充反应器碳源;② 确保好氧污泥厌氧稳定化处理。
3.2.2 一沉池
IC反应器出水和再生纸浆产生的脱墨废水同时进入一沉池。再生纸浆脱墨废水水量约1 200 m³/d,其COD较低,主要含有细小纤维、染料和悬浮物等,其中油墨和短纤维含量较高。
再生纸浆脱墨废水可稀释厌氧系统出水,使得废水中的COD降低。一沉池为辐流式沉淀池,表面负荷0.68 m³/(m²·h),池体直径40 m,采用半桥式刮泥机除泥。
3.2.3 好氧处理
该企业好氧系统采用Carrousel改良型氧化沟,可同步硝化反硝化,未设置硝化液回流系统,采用低压射流的方式曝气。
该氧化沟设有6个好氧区、4个缺氧区、2个厌氧区,在去除有机污染物的同时,兼具脱氮除磷的效果。根据研究报道,废水中氮、磷含量偏低,在微生物新陈代谢期间,多糖类代谢中间产物的产量会升高并释放,污泥将可能发生菌胶团膨胀。为避免上述情况发生,反应过程中需投加氮、磷营养元素。
氧化沟内好氧微生物通过呼吸作用使废水中的有机物转化成为二氧化碳和水,将NH4+转化为亚硝态氮和硝态氮,从而使废水中的COD和氨氮达标排放。在好氧系统中,溶解氧控制在2~4 mg/L,污泥质量浓度保持在4~8 g/L ,污泥(以MLSS计)COD负荷为0.068~0.135 kg/(kg·d),SVI为130~140 mL/g,生物氮(尿素)投加量为75 mg/L,生物磷(磷酸二铵)投加量为15 mg/L。氧化沟的水力停留时间为36 h,有效容积24 000 m³,池体为钢筋混凝土结构。采用罗茨鼓风机供气,功率为90 kW,风量50 m³/min,压力为0.7 kPa。
3.3 深度处理
深度处理系统采用混凝脱色法,脱色阶段采用氧化脱色剂,PAM作为絮凝剂对脱色后的废水进行絮凝沉淀反应,脱色剂投加量为1.25 g/L,PAM投加量为2 mg/L。三沉池为钢筋混凝土结构,水力停留时间3.5 h,采用全桥刮吸泥机排泥。
4 主要构筑物的运行效果
4.1 预酸化池
预酸化池近1 a的运行效果见图2。

从图2可以看出,预酸化池出水低级挥发性脂肪酸(VFA)浓度在34~67 mmol/L之间,平均酸化度为36%,有利于后续厌氧反应器的运行。
VFA浓度在一定范围内出现波动,可能是进水负荷和进水碱度的波动导致的。根据研究报道,进水负荷增大,水解速度加快;而进水碱度的变化会影响微生物生长繁殖和VFA在水中的解离度。当进水阶段盐酸投加量适宜使进水呈弱酸性时,VFA浓度较高;加酸量过少使进水呈弱碱性时,VFA浓度会出现下降;当废水呈中性时,VFA浓度最低。
4.2 IC反应器运行效果
IC反应器于2019年建成,调试阶段外购绝干厌氧颗粒污泥35 t,间歇性投加废水,进水负荷由10%逐步增加至40%、60%、80%,接种约45 d。直至厌氧污泥颗粒结构正常,形态如豌豆,处理出水水质满足后续处理达标排放所需,即污泥驯化成功。IC反应器的运行效果见图3。

从图3可以看出,进水COD在7 500~10 000 mg/L之间,平均进水COD为9 051 mg/L,出水COD在2 100~3 500 mg/L范围内波动,COD去除率可稳定在60%~70%,平均COD去除率可达到65.36%。
4.3 氧化沟系统运行效果
好氧系统于2006年建成,调试期间,外购同类型造纸厂污水处理站好氧活性污泥干污泥约20 t,直接投放至氧化沟,历时2个月,污泥驯化成功。氧化沟系统的运行效果见图4。

从图4可知,进入氧化沟的COD在1 000~3 000 mg/L之间,平均进水COD为2 058 mg/L,平均COD去除率达到90.9%,平均出水COD为160 mg/L。由于曝气池规模较大,水力停留时间长,抗冲击负荷能力较强,进水COD的变化对曝气池的影响不大。好氧处理后的废水经过深度处理后,出水COD稳定在60~80 mg/L。
4.4 各单元构筑物运行效果
各单元构筑物的运行效果见表2。
1 a的运行结果表明,采用该套工艺方案和设计运行参数处理化机浆废水,可获得较好的处理效果。
化机浆废水碳源充足但缺乏氮磷,为满足厌氧和好氧阶段微生物的生长需求,需通过投加生物氮和生物磷来确保生物处理阶段的处理效果。
因此,未对氨氮和总磷的去除情况进行介绍。根据运行经验,工业废水中色度的产生多是因为废水中含有的有机物或金属离子等,化机浆废水中含有大量有机物,因此色度较高。当废水COD被降解而浓度下降时,色度也随之减少,因此未检测色度,而是选择以COD为检测指标。

5 处理工艺运行成本分析
该工艺对药品的消耗如下:盐酸1.5 t/d,PAM 50 kg/d,PAC 1.2 t/d,生物氮150 kg/d,生物磷30 kg/d,脱色剂4~5 t/d,药品总费用约9 115元/d。机电设备费用约1 000元/d。废水处理成本约6.1元/t。
6 结 论
(1)通过数据分析和运行情况统计可知,采用“加酸、预曝气+预酸化+IC反应器+氧化沟+混凝脱色”的工艺对化机浆废水进行处理是可行的。
其中,预曝气池对COD、SS的平均去除率分别为6.82%、11.83%;初沉池对COD、SS的平均去除率分别为4.47%、66.17%;预酸化池对COD、SS的平均去除率分别为6.9%、5.42%;IC反应器对COD、SS的平均去除率分别为65.36%、49.11%;生物选择池对COD、SS的平均去除率分别25.13%、4.93%;氧化沟对COD、SS的平均去除率分别为90.9%、61.07%;三沉池对COD、SS的平均去除率分别为49.33%、64.98%,最终出水COD约为75 mg/L,出水SS约为23.5 mg/L,达到《制浆造纸工业水污染物排放标准》(GB 3544—2008)的排放标准。
(2)该工程仍存在一些可以技改和优化的地方,比如预酸化池COD去除率偏低的情况。对此,建议对池体的结构和池形进行改良,采用完全混合式水解酸化池;对混合反应的流态流速进行控制,增加沉淀池并回流污泥等。