陈冠益教授团队:基于固态发酵的非常规饲料资源增值化利用研究进展
研究背景
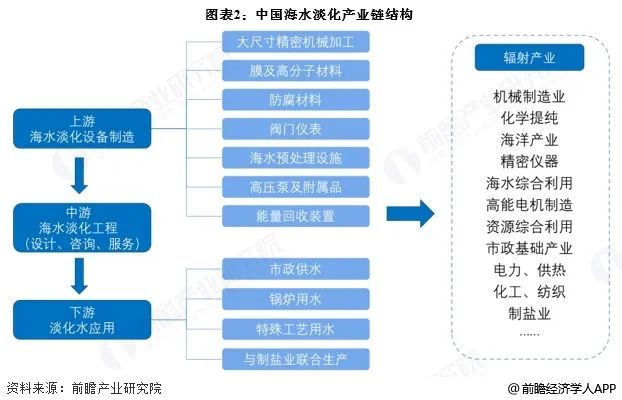
非常规饲料资源是指区别于粮食、谷物等常规饲料的资源,主要来源于农业废弃物和食品工业副产物,常见的有秸秆、糟渣、饼粕等。我国的非常规饲料资源非常丰富,仅棉籽粕和菜籽粕年产量可达到600万~700万t以上,位居全球首位,其他非常规原料资源总量逾10亿t。这类原料营养物质含量较高,但因含有大量纤维素、抗营养因子等物质而不能直接作为饲料使用,常被当成废弃物处置,造成资源的严重浪费。若能通过一系列增值化技术,降解其中的有害成分,提高营养物质含量,则能成为极有前景的饲料产品。
近年来,固态发酵技术由于在处理非常规饲料资源方面具有独特优势,受到高度关注。通过固态发酵对非常规饲料资源进行营养转化、富集及脱毒处理,得到高品质的饲料,不仅能改善饲料短缺问题,提高饲料品质,促进畜牧业发展,而且还能回收废弃资源,保护生态环境。本文综述了固态发酵技术进展,固态发酵饲料原料,发酵工艺影响因素,以及固态发酵在饲料生产中的应用,并提出了目前存在的问题和未来的发展方向,以期为固态发酵饲料的工业化提供参考借鉴。
摘要
当前,我国养殖业深受优质饲料资源紧缺的制约,“人畜争粮”的现象愈演愈烈,故亟须开发非常规饲料资源。非常规饲料资源大多为农/工业废弃物,直接饲用价值不高,导致被严重浪费。固态发酵技术因操作简单、产出率高、环境友好日益受到饲料行业的青睐,在提升非常规饲料的营养价值、改善动物健康等方面都有广泛的应用。介绍了固态发酵技术现状及常见的非常规饲料资源,分析了各工艺参数对固态发酵的影响,并对非常规饲料资源的固态发酵增值化应用进行了总结,最后提出了固态发酵制备饲料中存在的问题,并对未来发展方向进行了展望。
01 固态发酵技术
1. 固态发酵概念
固态发酵(solid-state fermentation,SSF)是指在没有或几乎没有自由水存在下,在有一定湿度的水不溶性固态基质中,用一种或多种微生物发酵的生物反应过程。通过固态发酵得到的饲用产物统称为固态发酵饲料。固态发酵技术最早起源于中国,常被用于生产酱油、食醋、豆豉、酒曲等传统食品和饮料。近些年,固态发酵得到了进一步发展,尤其是在饲料生产方面,许多饲料加工厂已经利用固态发酵技术大规模生产菌体蛋白饲料、饲用酶制剂、微生态制剂和青贮饲料等饲用产品。
2. 固态发酵工艺特点
固态发酵相较于常规的液态发酵有许多优点,主要包括:1)发酵底物来源广泛且价格低廉,多为废弃的天然基质或者农副产物;2)几乎无须处理废水,环境友好;3)设备和厂房要求低,空间需求小;4)外源能耗少,固态发酵相较于液态发酵减少了很多复杂程序;5)产物产率高,可将菌体及其代谢产物和未反应完的底物全部利用;6)下游工艺简单,一些发酵饲料烘干即可;7)安全性高,能有效减少发酵饲料的抗营养因子和真菌毒素含量。但固态发酵是一种类似在自然状态下的发酵过程,水分活度低,各部分传质、传热困难,易造成浓度梯度和局部过热等问题。许多过程工艺参数如pH值、氧含量、含水量、生物量、代谢产物浓度等难以精确监测和自动化控制,限制了固态发酵技术的发展。
3. 固态发酵反应器
根据操作模式不同,可将常用的固态发酵生物反应器分为浅盘型、填充床型、机械混合型和气相双动态型。其中,浅盘型和填充床型反应器属于静态固态发酵反应器,在发酵过程中基质保持相对静止状态,该类反应器具有结构简单、易操作等优点,但多数面临着热量积聚、基质结块、水分易散失等问题,难以及时有效控制微生物的生理活动。机械混合型和气相双动态型属于动态固态发酵反应器。这类反应器通过不同的机械结构混合发酵基质,并加以强制通风,实现增强传质传热和促进微生物生长的效果。机械混合型固态发酵反应器中常见的有转鼓式反应器、搅拌式反应器和气固流化床反应器。转鼓型反应器是目前研究最多,应用前景最广的固态发酵反应器,常用来制备饲用菌体蛋白。气相双动态固态发酵反应器是一种新兴的生物反应器,它通过气压的周期性脉动来促进基质混合和散热,对菌体破坏更小,发酵效率更高。Liu等利用气相双动态固态发酵使,明党参生物量从98.9mg/g增加到147mg/g,平均比生长速率提高48.78%。目前,固态发酵工业仍然主要使用传统的浅盘式反应器,而其他反应器多停留在初始和中试阶段,能够大规模运行的反应器的设计还很少,主要原因是扩大应用这些技术时的工程问题难以解决,另外在线监测技术以及数据模型的研究欠缺也阻碍了反应器设计和开发的突破。
02 常见的非常规饲料资源
非常规饲料资源按来源可分为农业废弃物、食品工业副产物、发酵工厂副产物及其他。表1总结了部分非常规饲料资源的营养特征。与传统饲料资源相比,非常规饲料资源提供了更加广泛廉价的营养来源,经过加工后能够满足动物的生长需求,缓解我国饲料资源的供需矛盾;同时这些资源大多是待处理的废弃物和污染源,回收这些资源用作固态发酵饲料原料,还能减轻环保压力。
表1 非常规饲料资源的营养特征

1. 农业废弃物
农业废弃物是指收获后留在田间的废弃物以及农作物粗加工后的下脚料,主要包括水稻、小麦、高粱、玉米、燕麦等农作物的秸秆和秕壳。这些饲料资源含有丰富的纤维素、半纤维素等多糖,但其木质纤维素结构导致该类饲料适口性差、消化率低。应用固态发酵技术处理农业废弃物,可降解其中的粗纤维,提高可溶性有机碳含量,并能够在一定程度上提高蛋白质含量。
2. 食品工业副产物
食品工业副产物是固态发酵制备饲料的最主要原料,包括植物油加工厂副产物、粮食加工厂副产物和果蔬加工厂副产物等。植物油加工厂副产物主要指饼粕,常见的饼粕有大豆粕、菜籽粕、棉籽粕、花生粕、油茶粕等。饼粕营养物质丰富,富含植物蛋白(含量30%以上),但大多含有抗营养因子和真菌毒素,导致其消化吸收率低,从而限制其在动物饲料中的广泛应用。粮食加工厂副产物主要有面粉厂的麸皮、次粉,玉米淀粉厂的玉米皮、玉米芯、玉米浆,马铃薯淀粉厂的薯渣等。这些原料纤维素和淀粉含量较高,其中淀粉加工副产物未干燥前水分很高,容易腐败变质及感染真菌毒素。果蔬加工厂副产物是指在果蔬加工过程中产生的大量下脚料,如果渣、果皮、果核、根、茎、叶、花等。这些原料含有较多的纤维素和半纤维素、以及维生素、果胶和微量元素,但含水率高,蛋白质含量低。这些食品工业副产物经过固态发酵后,不仅营养成分更加丰富,适口性增加,而且抗营养因子和微生物毒素得到降解,成为营养价值高的饲料产品。
3. 发酵工厂副产物
发酵工厂副产物大致可分为2类:一类是酒厂、酱油厂、醋厂等发酵工厂的副产物,常见的有白酒糟、酱油渣、醋糟等。这类物料有独特的风味,能增进动物食欲,但粗纤维含量和含水量普遍很高(70%以上),不宜储存和运输。它们和低含水率物料一起进行固态发酵,发酵后可大幅降低粗纤维含量,提高还原糖和粗蛋白含量。另一类是味精厂、柠檬酸厂、氨基酸厂、抗生素厂等的副产物,这类物料一般由微生物的菌丝体及培养基残留物组成,蛋白质含量高,但危害性较大(强酸性、含病原微生物和抗生素等),一般作为废料甚至判定为危废。该类物料在进行无害化处理后可通过固态发酵制备发酵饲料,缓解废物处理压力的同时开发新的饲料资源,降低处理成本。
4. 其 他
除上述原料外,还有一些其他开发较少但利用价值高的非常规饲料资源,如餐厨垃圾、屠宰场下脚料、中药渣、粪便等。这些物料含有丰富的营养物质,但成分复杂,难以直接利用,大多直接被废弃。固态发酵能够将这些废弃资源转化为优质的发酵饲料。
03 固态发酵工艺参数的影响
固态发酵的大致流程为选择合适的原料进行配比,立即进行蒸煮灭菌等预加工,再制成含一定水分的固体基质,然后接入培养好的菌剂,置于发酵设备中进行发酵,发酵成熟后提取目标产物或直接烘干制成饲料。原料可分为主料和辅料,发酵饲料的主料多选用蛋白质含量较高的非常规饲料资源,常见的主料如豆粕、花生粕、棉籽粕、菜籽粕、啤酒糟等,常用的辅料有麸皮、玉米粉、糖蜜等。辅料的添加不仅能够平衡微生物生长的营养需求,还能起到支撑和填充的作用,增强透气性。固态发酵到目前还未形成统一的行业规范,许多企业会因地制宜设计生产设备和改进发酵工艺。但主要的工艺流程类似,均包括原料处理工艺、接种工艺、固态发酵过程控制工艺、烘干工艺等。
1. 原料处理工艺
从各地收集的原料需要先进行粉碎,这不仅能增加发酵菌种和发酵基质的接触面积,提高发酵效率,而且有利于后续动物的消化。另外,一些纤维素含量较高的植物源发酵原料如秸秆、糠麸、糟渣等,难以直接被微生物有效利用,需要对这些原料进行预处理,来破坏其致密的木质纤维素结构。常见的物理或化学预处理方法有球磨、蒸煮、微波、蒸汽爆破、氨化、酸碱等,其中高温蒸煮和蒸汽爆破等方法还能起到消灭杂菌的作用。为提高预处理效率,常常将多种方法联用。张可对玉米秸秆进行甘油协同蒸汽爆破预处理,预处理后的秸秆半纤维素和木质素的去除率为87.33%和22.11%,而纤维素的保留率和酶解率均达到90%以上,接种白地霉进行固态发酵后基质中的真蛋白含量比发酵前提高了53.37%。
2. 接种工艺
固态发酵接种工艺是将发酵菌种(液体菌种或固体菌粉)接入固体基料中的过程。影响固态发酵接种工艺的关键参数为发酵菌种选择、接种量和接种温度。
1)发酵菌种选择。
制备固态发酵饲料使用的菌种主要包括霉菌(曲霉、根霉、木霉等)、酵母菌(假丝酵母、酿酒酵母等)和细菌(乳杆菌、芽孢杆菌、双歧杆菌等)。细菌主要用于生产微生态制剂、饲用酶制剂、青贮饲料等,而霉菌、酵母等真菌主要用于生产菌体蛋白、有机酸、芳香化合物等。最适合固态发酵的微生物是霉菌,主要原因是霉菌菌丝能适应固体基质中的高渗透压环境,并能够深入料层中充分接触底物。固态发酵根据发酵菌种数量可分为单一菌种发酵和复合菌种发酵。饲用酶制剂的生产以单一菌种发酵为主,蛋白饲料的生产以复合菌种发酵为主,复合菌种发酵能够通过微生物的协同和互补作用提高饲用菌体蛋白的产量。发酵菌种还应满足我国农村农业部饲料管理规范的要求,做到安全无风险。实际生产时,应选择《饲料添加剂品种目录(2013)》中允许使用的菌种,新研发的菌种应按照相关安全性评价指南进行菌株鉴定、产毒能力和致病性、抗菌药物产生和敏感性、遗传修饰等测试后才能投入使用。
2)接种量。
接种物量决定了菌种在发酵中的生长繁殖速度。低接种物量下微生物生长启动速度慢,并容易造成杂菌污染;但过高接种物量则会限制传质传热,造成局部温度过高,影响产物合成。通常,细菌接种量在1%~5%,酵母菌接种量在5%~10%,霉菌接种量在7%~15%。
3)接种温度。
接种温度即接种时发酵基质的初始温度。接种温度如果太低,微生物会长时间保持在休眠状态,以至发酵时间延长,影响发酵效果。实际生产过程中可以先将水分预加热,再和发酵原料进行混合,使得发酵基质的温度控制在30~35℃,再进行接种发酵,这样能大大缩短发酵时间,提高发酵效率。
3. 工艺过程参数控制
对于不同的发酵微生物和发酵设备,固态发酵过程参数控制的要求不尽相同。根据所选微生物的需氧特性,固态发酵可分为厌氧固态发酵和好氧固态发酵。厌氧固态发酵在发酵袋或密闭的发酵箱中进行。由于厌氧发酵的能耗低,不易造成热量聚集,所以几乎无须额外施加搅拌散热,只需控制好外界环境温度。好氧固态发酵目前仍占据主导地位,大部分固态发酵设备都是基于好氧固态发酵设计的,下文介绍的固态发酵过程参数控制默认为好氧固态发酵。
固态发酵过程涉及的条件参数很多,如发酵温度、含水量、湿度、氧气浓度、pH、发酵时间等。对于固体基质,物化指标的在线检测和调控十分困难,所以参数条件的控制一直是固态发酵反应器设计的难题。在整个反应器的控制系统中,关键控制参数为发酵过程中物料的温度和含水量。固态发酵基质因为没有流动的液体,传质传热效率低下,即使控制好发酵室的温度,仍会产生热聚集的现象。对于静态反应器,可通过减小料层厚度,使用多孔发酵托盘,并加以通风来辅助控温;对于动态反应器,强制通风的同时配合不同方式的搅拌,能够有效辅助控温,并且效果大都好于静态反应器。在发酵过程中,还应及时进行水分补充,一般采用向发酵反应器内通湿空气或在搅拌时加入无菌水等,避免由于强制通风等措施而引起蒸发的水分损失。大多数真菌对pH值不敏感,所以很多时候只需调节固态发酵的初始pH。霉菌最适pH为3.8~6.0,酵母最适pH为4.0~5.0。发酵时间取决于微生物的生长规律,生产中可根据出入口的O2和CO2含量来估计反应的进展,从而确定发酵时间。其他的一些参数如氧气浓度和湿度无单独控制,在通风和搅拌时可被同步调节。
4. 烘干工艺
固态发酵产品经过干燥处理后,便于发酵产品的保存和运输。有研究发现:干燥方式显著影响微生物发酵产品中的活菌量和酶活性,低温干燥的发酵物活菌数和酶活性显著高于高温干燥产品。
04 固态发酵在饲料工业中的应用
固态发酵对非常规饲料资源的增值化应用主要表现在2方面:一是生产高营养价值的菌体蛋白饲料;二是生产不同功能的饲料添加剂。
1. 生产菌体蛋白饲料
固态发酵被认为是一种良好的菌体蛋白饲料加工方法,它能从多方面提高饲料的营养价值。通过固态发酵提高饲料原料中蛋白质的含量和质量一直是焦点。表2展示了一些利用固态发酵生产饲用菌体蛋白的研究,各种基质经过固态发酵后,蛋白质含量都有不同程度的提高。固态发酵生产菌体蛋白时,混菌发酵的效率高于单菌发酵。王妍等利用米曲霉、巨大芽孢杆菌、毕赤酵母以3∶2∶1(质量比)复合发酵红薯淀粉渣86h,发酵产物中真蛋白含量为12.11%,约是未发酵底物的3倍,且远高于其他14株菌单独发酵的结果。固态发酵不仅能提高蛋白质含量,而且还能改善氨基酸组成。尹孝超等利用黑曲霉对米糠进行固态发酵,结果表明:发酵米糠的真蛋白含量达到19.65%,比原米糠提高了41.88%,蛋氨酸和苏氨酸含量分别增加了73.92%和22.99%。
表2 固态发酵生产饲用菌体蛋白的研究

固态发酵还能产生益生菌、酶、维生素、寡糖、活性肽、酚酸、黄酮等功能性成分,从而促进动物生长、增强免疫力以及改善动物产品品质。固态发酵饲料富含活性益生菌,它们能调节动物体内的肠道平衡,促进畜禽的发育和增重。固态发酵生产的淀粉酶、纤维素酶和蛋白酶可以提高生物体内消化反应速度,有利于饲料养分的吸收。活性肽具有抗氧化、促进免疫、降血压血脂、修复免疫性肝损伤等作用,已有学者利用豆粕、玉米蛋白粉、核桃粕、小米糠、花生粕、辣木叶等原料进行固态发酵,制备出各种活性肽。固态发酵还能促进谷物饲料中抗氧化物质的释放和富集,谷物饲料蕴含大量酚酸、黄酮、原花青素等化合物,这些都具有很强的抗氧化能力,有助于降低脂质氧化速度和清除人体中过剩的自由基。
固态发酵可破坏饲料原料的结构,并将其中的大分子物质降解为更容易被动物吸收利用的小分子物质,提高饲料的利用率。任中帅等采用黑曲霉固态发酵喷浆玉米皮72h,结果显示:纤维素含量由发酵前的15.75%下降到10.81%,半纤维素含量由发酵前的42.89%下降到26.05%,还原糖含量由发酵前的0.46%增加到8.19%,显著提高了还原糖含量。吝常华等在微生物固态发酵豆粕的动态研究中发现,未经发酵豆粕的蛋白质分子量集中分布在35~45ku,而发酵豆粕中的蛋白质分子量集中分布在15~20ku;结果证明豆粕经微生物发酵后,分子量35ku以上的蛋白质被完全降解,大分子蛋白质经过微生物发酵后被降解为小分子蛋白质、小肽、氨基酸等小分子物质。
固态发酵能减少或去除原料中的真菌毒素和抗营养因子等有毒物质,提高饲料的安全性。豆粕、菜粕、棉籽粕、花生粕等饼粕类资源富含优质蛋白,但存在各种具有较强毒害作用的抗营养因子(棉酚、硫甙和单宁等)和真菌毒素(黄曲霉毒素B1、玉米赤霉烯酮和呕吐毒素等),需脱毒后才能使用。汪钰等利用增香曲霉、酿酒酵母、枯草芽孢杆菌以3∶4∶2(质量比)复合发酵菜粕4d,发酵后菜粕玉米赤霉烯酮水平降低46.33%、黄曲霉毒素B1水平降低65.22%,有效地减轻了真菌毒素的危害。宣秋希等接种酿酒酵母和植物乳杆菌厌氧发酵棉籽粕2d,然后接种枯草芽孢杆菌好氧发酵2d,发酵棉籽粕的游离棉酚去除率达到66.28%。
固态发酵还能延长饲料的储存时间,改善饲料的适口性。青贮是世界各地鲜牧草、鲜玉米秸等青绿饲料储藏加工的重要方法之一,它实际上是一种乳酸菌主导的厌氧固态发酵。青贮过程中生成的乳酸能形成酸性环境,降低其他病原微生物的活性,延长青贮饲料的储存时间,同时改善青贮饲料的气味和口感。
2. 生产饲料添加剂
在现代养殖业中,添加适量的饲料添加剂能够有效增强机体免疫力,减少动物应激反应,提高饲料利用率,从而促进畜禽健康快速生长。常见的通过固态发酵生产的饲料添加剂有饲用酶制剂、微生态制剂、着色剂、抗氧化剂、维生素、香精、调味剂等。
饲用酶制剂提取自微生物,是一种高效且绿色环保的生物催化剂。饲粮中添加饲用酶制剂可以降解营养物质中难以消化吸收的部分,保证动物对饲料中养分的摄取和利用,并且减少动物排泄物中氮、磷含量。曲霉、木霉、青霉等真菌,芽孢杆菌等细菌在固态发酵过程中可产生大量的纤维素酶、蛋白酶、木聚糖酶、半乳糖苷酶、脂肪酶、淀粉酶、果胶酶、几丁质酶等水解酶。这些水解酶经过提取分离后即可制得饲用酶制剂。表3展示了部分固态发酵制备酶的研究。据报道,不同的农工业废弃物,如麦麸、凉茶渣、苹果渣、葡萄皮渣、香蕉皮渣等,可通过黑曲霉固态发酵生产果胶酶。张梅娟等和罗璇等分别利用哈茨木霉和枯草芽孢杆菌固态发酵产木聚糖酶,最佳条件下二者木聚糖酶活力分别达到3574,3460U/g。另外,多菌混合固态发酵生产饲用酶制剂逐渐引起研究者的关注,该方法已被证明能够有效提高酶的活力。蔡晶晶等对白腐霉、黑曲霉和絮凝酵母混菌固态发酵产纤维素酶进行研究,最佳条件下,β-葡萄糖苷酶和羧甲基纤维素酶的酶活性分别达到30206,62309U/g,明显高于单菌发酵时的酶活性。
表3 固态发酵生产酶的研究

微生态制剂主要由益生菌组成,能产生许多有益的代谢产物,抑制和杀死有害菌,调节动物肠道内的微生态平衡,提高动物的抗病力和免疫力。乳酸菌、芽孢杆菌、酵母菌等益生菌均可通过固态发酵生产。Zhang等用固态发酵糖蜜制备罗伊氏乳杆菌和枯草芽孢杆菌的复合微生态制剂,发酵后乳杆菌的最大浓度约为1.3×109CFU/g,芽孢杆菌的最大浓度约为2.0×1010CFU/g。周亚强等用固态发酵生产嗜酸乳杆菌制剂和产朊假丝酵母菌制剂,活菌数分别达到1.05×1010,3.7×1010CFU/g,饲喂雏鸡后可极显著提高日增重,降低料肉比,提高雏鸡的生长性能。
固态发酵还可用于红曲色素、β-胡萝卜素、黑色素、靛蓝等天然着色剂的生产,这种生物合成的着色剂被认为是安全的,可用来改善食物色泽,增加动物食欲。孔维宝等和卢上飞等利用红曲霉菌固态发酵豆渣、三七渣制备红曲色素。Kaur等报道了果蔬废弃物可用于生产纯度高、抗氧化性能好的β-胡萝卜素。
05 展 望
虽然固态发酵技术对非常规饲料资源增值化的研究已有一些成功尝试,但目前仍然有许多问题亟待克服:1)固体发酵大规模生产发酵饲料比较困难,扩大时遇到的工程技术瓶颈还未能很好地攻克;2)行业标准制定不够完善,对生物发酵饲料价值评价体系不够健全;3)固态发酵过程很难做到实时监测和控制,从而微生物数量和活性难以保持一致,导致发酵饲料品质不稳定;4)饲料质量安全管理不够严格,许多企业未能按时进行发酵饲料的安全检测。
相信随着固态发酵工艺的改进,固态发酵过程动力学模型的深入研究,反应器的不断升级,相关政策标准的完善,固态发酵在饲料工业方面的应用前景将会更加广阔,进而为我国再生资源产业以及畜牧业的发展开辟新的路径。

陈冠益,博士,天津商业大学教授、副校长,天津大学教授/西藏大学博士生导师。入选长江学者等人才计划。长期专注秸秆、垃圾等生物质的能源化处理技术研究,以热解气化技术为主线,致力于环境-能源-生物的学科交叉,取得特色性的重要成果。主持国家重点研发计划项目、国家自然科学基金重点项目等,获得国家科技进步奖二等奖2项以及全国创新争先奖状、侨界贡献奖一等奖及国际生物过程学会的Pandey杰出贡献奖;发表论文400余篇(SCI 200余篇),授权国内国际发明专利近60件,主编专著6部。担任ISO TC255委员会—生物质燃气环境与安全小组、生物质气化制备甲烷小组召集人,本领域有声誉的SCI期刊 Biomass & Bioenergy 副主编、多次担任国际会议主席,IEA国际能源署生物质气化主题的中国专家代表。